









山東鍛件鍛造廠家-億欣源法蘭(推薦商家)-大型鍛件鍛造廠家
定襄縣億欣源法蘭加工有(yǒu)限公司
經營模式:生產(chǎn)加工
地(dì)址:山西省忻(xīn)州市定襄縣晉昌(chāng)鎮北關工業園區(qū)
主(zhǔ)營:鍛件,法蘭
業(yè)務熱線:0350-6028884
QQ:125051819
產品詳情 聯係方式
產品品牌(pái):億欣源法蘭
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流(liú)
交貨(huò)說明:按訂單
有效期至:長期有效
公司主營:筒類鍛件,異型鍛件,不鏽鋼鍛件,鍛件鍛造廠家,碳(tàn)鋼鍛件,合金鋼鍛件,304鍛件鍛造(zào),316鍛件,316L鍛件,軸鍛件,非(fēi)標件(jiàn)鍛件加工,環鍛件(jiàn)加工,大口徑法蘭,對(duì)焊法蘭,法蘭環鍛件等,歡迎來電谘詢!鍛件鍛造廠家
以下內容由(yóu)本公司為您提供,今天鉴定师APP免费來分享鍛件鍛造廠家的內容,希望對大家有所幫助:
鍛件(jiàn)的切削過程:
鍛鋼件(法蘭、鍛件等產品)金屬產品的切削工藝包(bāo)括有車、刨、鑽、銑等不(bú)同的類型,但是概括地看,任何使用刀具從坯件或(huò)半成品上(shàng)去除一定(dìng)厚度的金屬層,而得到(dào)在形狀上及(jí)表麵粗糙度上達到要求的加工工藝(yì)都(dōu)是切(qiē)削加工。當工件(jiàn)與(yǔ)刀具(jù)接觸,切削層金屬經過(guò)彈性變形、滑移和切離等(děng)階段而變(biàn)為切屑的這一(yī)過程為金屬切削。
崩碎(suì)切屑:切削塑性很小的(de)金屬,當工件與刀具接觸後,就會發生彈性應力及(jí)應變。如這種剪應力或張應力達到工件金屬的(de)斷裂強度時,工件便會突(tū)然崩去(qù)一塊,形成如圖所示的崩碎切(qiē)削(xuē)屑。
帶狀切屑:當切屑的內應力沒有達(dá)到工件金屬的斷裂(liè)強度,它將沿著前傾而繼(jì)續流動,因此連(lián)綿(mián)不斷,形成如圖所示(shì)的(de)帶(dài)狀切(qiē)屑。當被切削加工材料的塑性較大或刀具前角較大時,常常會得到這種切屑(xiè)。
節狀切屑:當鍛件的(de)塑(sù)性介於上述兩種情況之間時,便會(huì)出現如圖所示的節狀切屑。
不僅被切削加工金屬的塑性可影響屑的類型,而加工條件(jiàn)與屑的類型也有很密切的關係。在一般情況(kuàng)下,前角愈大,切削速(sù)度愈高,切削屑愈薄,切屑(xiè)越有可能由粒狀(甚至崩碎)轉(zhuǎn)變為帶狀。
如果大家有什麽疑問或者想要了解更多鍛件鍛造廠家資訊,歡迎大家給小編來(lái)電或者留言!

企業視頻展播,請點擊播放(fàng)
視頻作者:定襄縣億欣源法蘭加工有限公司








公司(sī)主營:筒類鍛件,異型鍛件,不鏽鋼鍛件,鍛件鍛造廠家,碳鋼鍛件(jiàn),合金鋼鍛件,304鍛件鍛造,316鍛件,316L鍛件,軸鍛件,非標件鍛件加工,環鍛件加工,大口徑法蘭,對(duì)焊法蘭,法蘭環鍛(duàn)件等,歡迎來(lái)電谘詢!鍛件鍛造廠家
以下內容由本公司為您提供,今天鉴定师APP免费來分享鍛件鍛造廠家的內容,希望對大家有所幫助:
鍛件缺陷的修正方法:
毛刺、發裂、折疊采用砂輪打磨(mó)或風鏟鏟掉或旋(xuán)轉挫打磨等方法進行修正。對於未充滿部分不太嚴重或不大的凹坑可在新鍛模(mó)中再(zài)鍛(duàn)一次,或以補焊(熔接)的方法進行修正。
對(duì)於模鍛不(bú)足的鍛件可在機械加工車間進行預加工來修正。這種模鍛不(bú)足的鍛件不要再一次模(mó)鍛。因為這樣可能因新(xīn)產生的氧化皮(pí)壓人鍛件而變成不可修複(fù)的(de)廢品。有時可用打磨的方法修(xiū)正。對於不重要的鍛件可將(jiāng)其重新加熱一次、使多餘的金屬變成氧化皮來修正,增加拋(pāo)丸處理。
錯差,對於錯差(chà)的修正方法是采取再修鍛一次。錯差(chà)比(bǐ)較嚴重,是無法修正(zhèng)的,錯差不嚴重時也可采取打磨的方法來修正。
彎曲變形可采用加(jiā)熱到鍛件切邊溫(wēn)度進行校正或在冷狀(zhuàng)態下用壓床或摩擦壓力機進行(háng)校正。
過熱對於過熱的鍛件可用正火(huǒ)處理的方(fāng)法修正。
鍛件硬度不合格,硬度過高時,可采用再次(cì)回(huí)火的方(fāng)法修正;硬度過低時,可再次淬火。
對於過燒、淬(cuì)裂、嚴重折疊、嚴重的尺寸不合格的鍛件。應作為不可挽救的鍛件,報廢處理,不再修正(zhèng)。
如果大家有(yǒu)什(shí)麽疑問或者想要了解更多鍛件鍛造廠家資訊,歡迎大家給小編來電或者留言!

公司主營:筒類鍛件,異型鍛件,不鏽鋼鍛件,鍛件鍛造廠家,碳鋼(gāng)鍛件,合金鋼鍛件,304鍛件鍛造,316鍛件,316L鍛(duàn)件,軸鍛件,非標件鍛件加工,環鍛件加工(gōng),大口徑法蘭,對焊法蘭,法蘭環鍛件等,歡迎來電谘(zī)詢!鍛件鍛造廠(chǎng)家
以下內容由本公司為您(nín)提供,今(jīn)天鉴定师APP免费來分享鍛件鍛造廠家(jiā)的內容,希望對大家有所幫助:
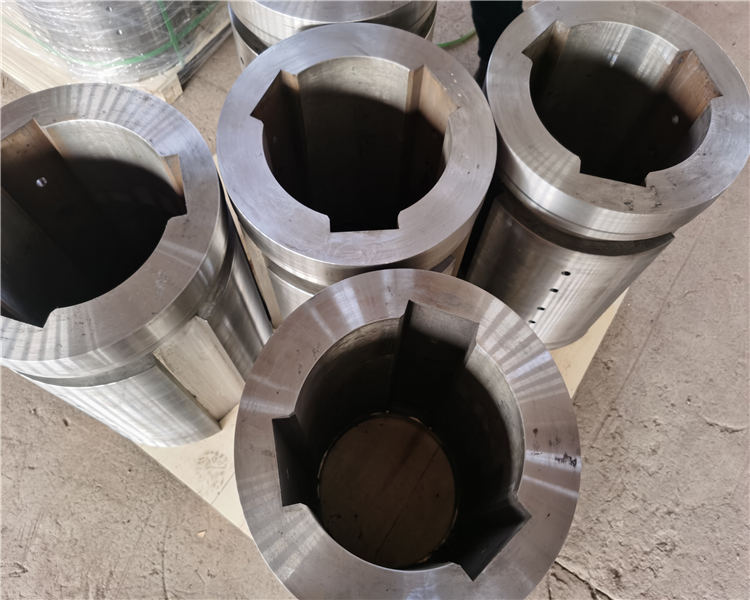
如何加工缸體(tǐ)鍛件?
缸體(tǐ)鍛件內孔(kǒng)的車削加(jiā)工
目前缸體材料(liào)均采用冷軋和熱軋無縫鋼管,一般情況下總的單邊加工餘量3~4 mm為宜。如果缸體為焊接結構時,必須進行焊後熱處理,消除(chú)焊接後的內應(yīng)力,再進行加(jiā)工,隻有(yǒu)這樣(yàng)方能保證加(jiā)工精度,使用中不產生缸體變形(xíng)。
加工時先將工件端裝夾(jiá)在夾盤上,另一端用尾座上(shàng)的支承內孔,精車外圓作(zuò)為中心架的基準。然後架中心架撤(chè)掉尾座,用內孔車刀車出一段內孔,保證此段內(nèi)孔與導向組合刀具工裝外徑有0.05-0.1 mm過盈量,精車工(gōng)件端麵。此時可先將導向組合刀具空(kōng)心刀(dāo)杆以螺紋連接,再將空心刀杆裝夾在車床刀架處刀具夾(jiá)座上,精車工件內(nèi)孔。
本(běn)期內容就跟大家分享到這(zhè)裏了,更多關於鍛件鍛造廠家的精彩資訊請繼續關注鉴定师APP免费吧!


郭經理先生
手機:13453056958
最新信息


