









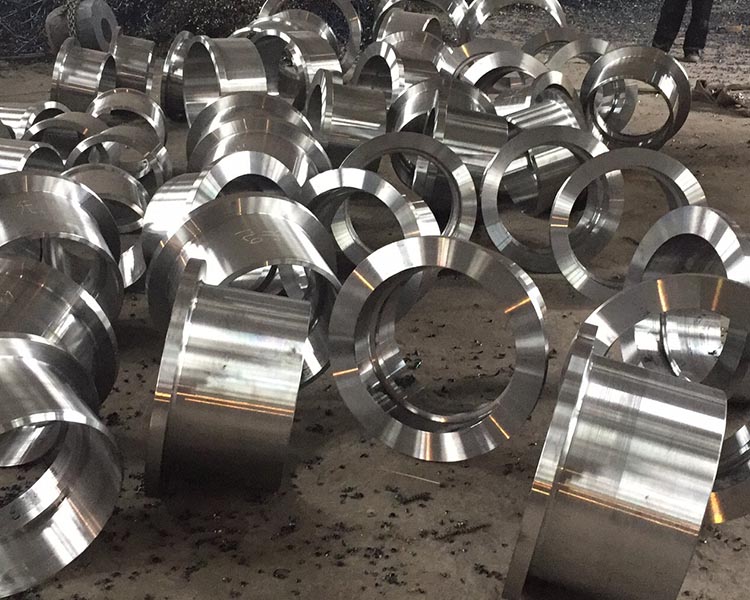
德陽鍛件加工-億欣源法蘭鍛件加工廠-S30408鍛件加工
定襄縣億欣源法蘭加工有限公(gōng)司
經營(yíng)模式(shì):生產(chǎn)加工
地(dì)址:山西省忻州市定襄縣晉(jìn)昌鎮(zhèn)北關工業園區
主營:鍛件,法蘭
業務熱線:0350-6028884
QQ:125051819
產品詳情 聯係(xì)方式
產品品牌:億欣源法蘭
供貨總量:不限
價格說明:議定
包(bāo)裝說明:不限
物(wù)流說明:貨(huò)運及物流
交(jiāo)貨說明:按訂單
有效(xiào)期至:長期有效
公司主營:山西鍛件,定襄法蘭,鍛件加工,山西筒類鍛件,山西異型鍛件,山西大型鍛(duàn)件,定襄(xiāng)大口徑(jìng)對(duì)焊法蘭,大型(xíng)高壓(yā)法蘭(lán),四川合金鋼鍛件,浙江鍛造(zào)鍛件,陝西軸類鍛件,浙江碳鋼鍛件,浙江不鏽鋼鍛件(jiàn),江蘇法蘭環鍛件等,歡迎來電谘詢!鍛件加工
以下內容由本公司為您提(tí)供,今天鉴定师APP免费來分享鍛件加(jiā)工的內容,希望對大家有所幫(bāng)助:
鍛件熱處理工序(xù)如何安排(pái)?
鍛件熱處理采(cǎi)用合理的(de)工序安排可使每個工序都盡可能(néng)多的工步內容,從而使總的工序數(shù)目減少;可合(hé)理進(jìn)行鍛件熱處理,減少生產麵積,有利於管理。
鍛件廠為改善鍛件的切削性能而進(jìn)行的熱處理工序(如(rú)退火、正火等),鍛件廠應安排在鍛(duàn)件(jiàn)切削加工之前,進行為消除內應力而進行的熱處(chù)理工序(如退火、人工時效等),好安排在粗加工之(zhī)後,也可安排在切削加工之,為了改善鍛件材料的力學物理性質(zhì)而進行的熱處理工序(如調質、淬火等)通常安排在粗加工後、精加工前進行。其中滲碳淬火一般安排在切削加(jiā)工後,磨削加工前。而(ér)表麵淬火(huǒ)和(hé)滲氮等變形小的熱處理工序,允許安排在精加工後進行(háng),鍛件廠(chǎng)為了提高(gāo)鍛件表(biǎo)麵耐磨性或耐蝕性而進行的熱處理(lǐ)工序以及以裝飾為目的的(de)熱處理工序或(huò)表(biǎo)麵處理(lǐ)工序(如(rú)鍍鉻、鍍鋅、氧化、煮黑)一般放在工藝過程的後。
本期內容就(jiù)跟大家分享到這裏了,更多關於鍛件加工的精彩資訊請(qǐng)繼續(xù)關注鉴定师APP免费吧!

企業視頻展播,請點擊播放
視頻作者:定襄縣億欣源法蘭加工有(yǒu)限公司








公司主營:山西鍛件,定襄法蘭,鍛件(jiàn)加工,山西筒類鍛件,山西異型(xíng)鍛件,山西大型(xíng)鍛件,定(dìng)襄大口徑對焊法蘭,大型高壓法蘭,四川(chuān)合金鋼鍛件,浙(zhè)江鍛造鍛件,陝西軸類鍛件,浙江碳鋼(gāng)鍛件,浙江不鏽鋼鍛件,江蘇法蘭環鍛件等,歡迎來電谘詢!鍛件加工(gōng)
以下內容由本公司為您提供,今天鉴定师APP免费來分(fèn)享鍛件加工的內容,希望對大家有所幫助:
車(chē)輪鍛件熱處理是(shì)根據車輪鍛件類型及所用原材料(liào),合理製定熱處理工藝參數。主要是(shì)加熱溫度、保溫(wēn)時間和冷卻速度,並通過充分協調加熱技術和冷卻技術,即加熱設備、加熱速(sù)度以及加(jiā)熱氣氛和冷卻裝置、冷卻介質,以獲得車輪鍛件需要的金相組織、力學性能和使(shǐ)用性能。充分發揮材料的潛在能力,又避免出現熱處理缺陷(變形、脫碳(tàn)、裂紋和不正常組(zǔ)織等),所以熱處(chù)理是車輪鍛件成形一個 很重要又不可少的加工工序。
幾乎所有冷、溫和熱車輪鍛件均要通過熱(rè)處理才能成為(wéi)合格零件,熱(rè)處理(lǐ)工藝水平對(duì)零件的性能、精度、穩定性(xìng)和使用壽命的保證及提高都起著決(jué)定性作(zuò)用;同時,車輪鍛件原材料、加熱、鍛造工藝過(guò)程和冷卻也影響車輪鍛(duàn)件熱處理質,兩者密切相關,密(mì)不可分。
車輪鍛件鍛造(zào)加工後組織狀態是什麽樣的?車輪鍛件熱處理是使固態金屬通過加(jiā)熱、保溫、冷卻的方法,改變其內部組織,從而獲得(dé)需要的力(lì)學性能和使用性能的工藝(yì)過程。
本(běn)期(qī)內容就跟(gēn)大家分享到這裏了,更多關於鍛件加工的精彩資訊請繼續關(guān)注(zhù)鉴定师APP免费吧!

公司主營:山西鍛件,定襄法蘭,鍛件加工,山西筒(tǒng)類鍛件(jiàn),山西異型鍛件,山西大型鍛(duàn)件,定襄大口徑對焊(hàn)法蘭,大型高壓法蘭,四川合(hé)金鋼鍛件,浙江鍛造鍛件(jiàn),陝西軸類(lèi)鍛件,浙江碳鋼鍛件,浙(zhè)江不鏽(xiù)鋼鍛(duàn)件,江蘇法蘭環鍛件等,歡迎來電谘詢!鍛件加工
大家好(hǎo)本期小編給大家帶來新的內容,希望對大(dà)家有所幫(bāng)助:鍛件加工
鍛造鍛件的加熱等工序:模鍛工藝
1.設備的名稱、型(xíng)號(hào)或功率。
2.鍛模的名稱和圖(tú)紙編號。
3.檢驗工具的名稱、型號或功能。
4.鍛模(mó)預(yù)熱和冷卻控製:鍛模預熱可采用氣體(tǐ)加(jiā)熱、熱坯烘烤或電爐加熱,預熱溫度為150-350℃;鍛模冷卻和潤滑方法及介質。
5.初鍛溫度及(jí)初鍛溫度控製:當(dāng)各爐連續加熱超過規定的加熱時間,且加熱爐儀表顯示在實際(jì)爐溫(wēn)規定的溫度範(fàn)圍內時(shí),可進行預鍛(duàn);可使(shǐ)用預鍛錘(chuí)擊次(cì)數;空氣管吹下模(mó)腔(qiāng)內的氧化皮至少兩次,並隨時用空氣(qì)管吹除或清除預鍛坯的上氧化皮。
6.終鍛(duàn)溫度(dù)和終鍛溫度控製:當預鍛(duàn)至終鍛的總時間控製在規定的時間範圍內時,終鍛溫度滿足規定要求。
7.當(dāng)預鍛至終鍛(duàn)的(de)總時間超過規定的時間範圍,且形狀(zhuàng)和尺寸未達到鍛件毛坯圖時,允(yǔn)許鍛件返回爐內並加熱至規定溫度,以繼續終鍛。
本期內容就跟大家分享到這裏了(le),更多關(guān)於鍛件加工的精彩資訊請繼續關注鉴定师APP免费吧!


郭(guō)經理先生
手機:13453056958
最新信息


